Это было долго) И дорого, учитывая, что я сжег 3 октопуса, на подключении BL Touch датчика. Казалось бы такая ерунда, а вот, невнимательность порой стоит дорого. Пришлось учиться перепаивать процессоры на них, так как четвертый октопус заказывать я уже был не готов. И один я смог восстановить, на нем пока принтер и работает.
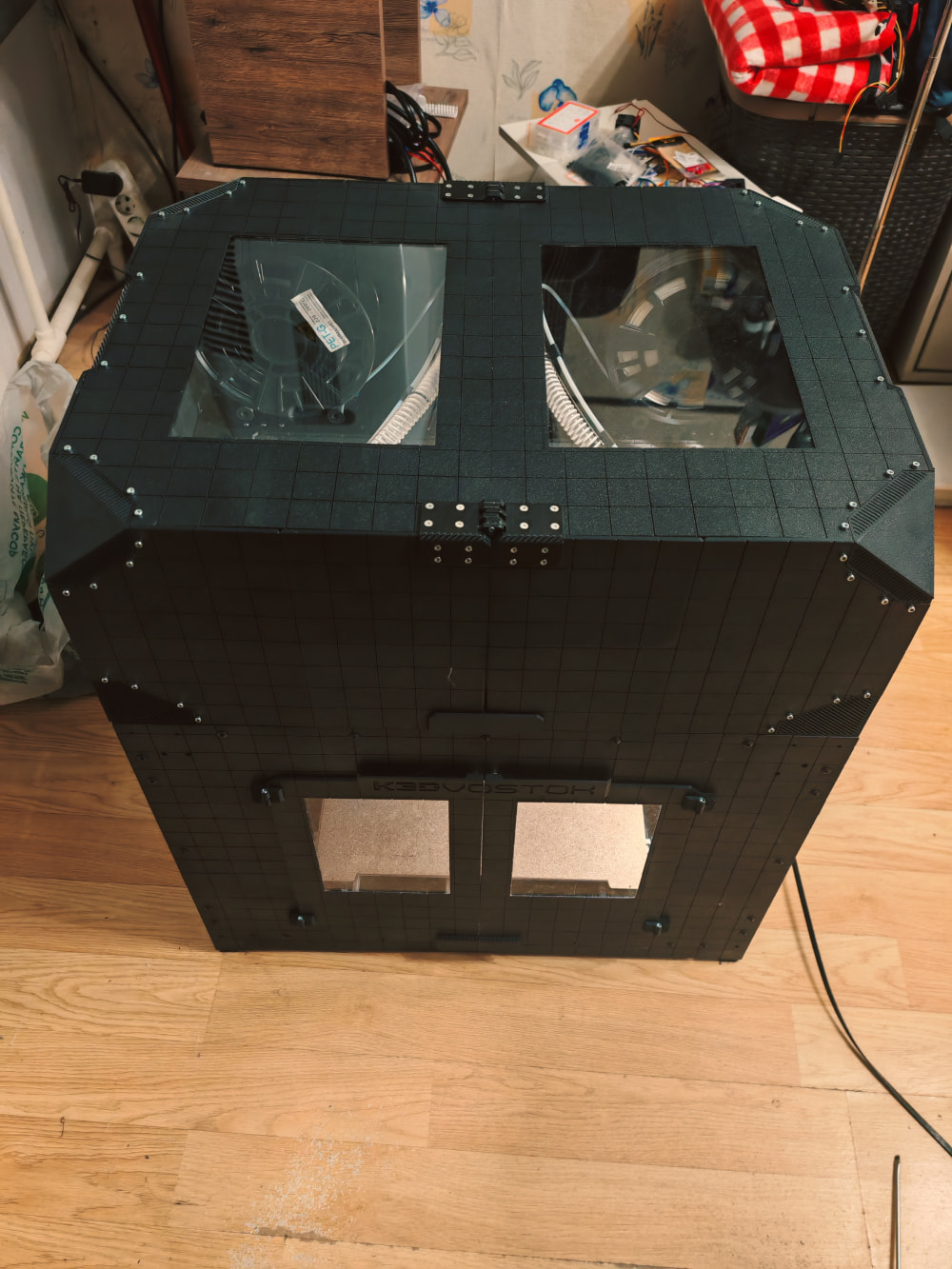
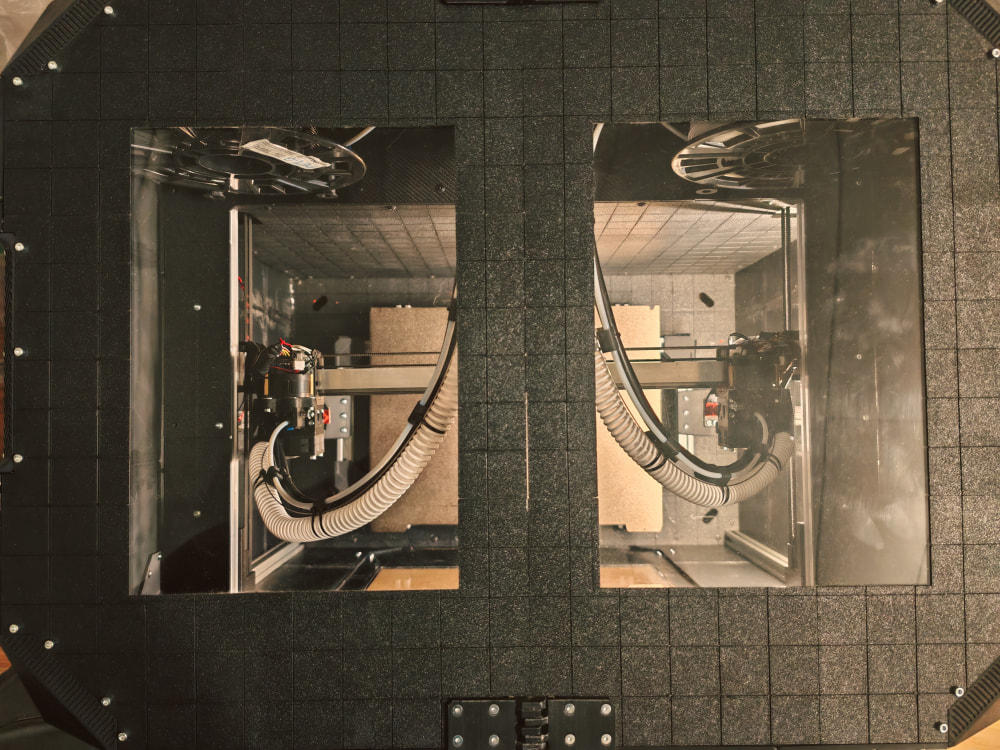
Но зато сэкономил на обшивке. Поликарбонат дорогое удовольствие, поэтому я просто сделал 3д модель обшивки, разрезал её на части, напечатал из АБС пластика и склеил (про пожароопасность АБС в курсе, пока он решается не оставлением принтера включенным в мое отсутствие или на ночь). Такого востока вы ещё не видели, сундучина знатный получился:

Итак мои наблюдения:
-
Нашел баг в скрипте пост-обработки, если в Прюша-слайсере выставить какой-то параметр связанный с очисткой сопла, вроде “Очистка сопла при откате“ (но могу ошибаться, забыл уже). Он тогда вставляет в Gкод “;WIPE_START“ перед заполнением, скрипт пост-обработки агрится на этот текст и вставляет после него синхронизацию голов, в результате одна голова печатает заполнение, вторая с такой же интенсивностью давит материал в воздух))
-
Мне не очень нравится, как чистятся головы об силиконовые стрелочки. Они чистятся не всегда и иногда привозят соплю на модель. Игрался с параметрами этой очистки и понял вот что: Пока голова висит с неё будет течь пластик, значит потом, перед печатью надо просраться пластиком - а это по любому не нужные отходы и риск протянуть соплю. Надо не так, надо как у H2D затыкать. Только не прям как у H2D, затыкать не на самой голове, а там же где и чистилка. Пока сделал такое вот уродство и подвинул точку парковки при переключении голов (намазал из автомобильного высокотемперетурного герметика):


Оказалось, что это работает. Голова в него упирается и не течет и можно потом не просираться и отходов - 0.
Дальше решил сделать по человечески и отлить такую форму:
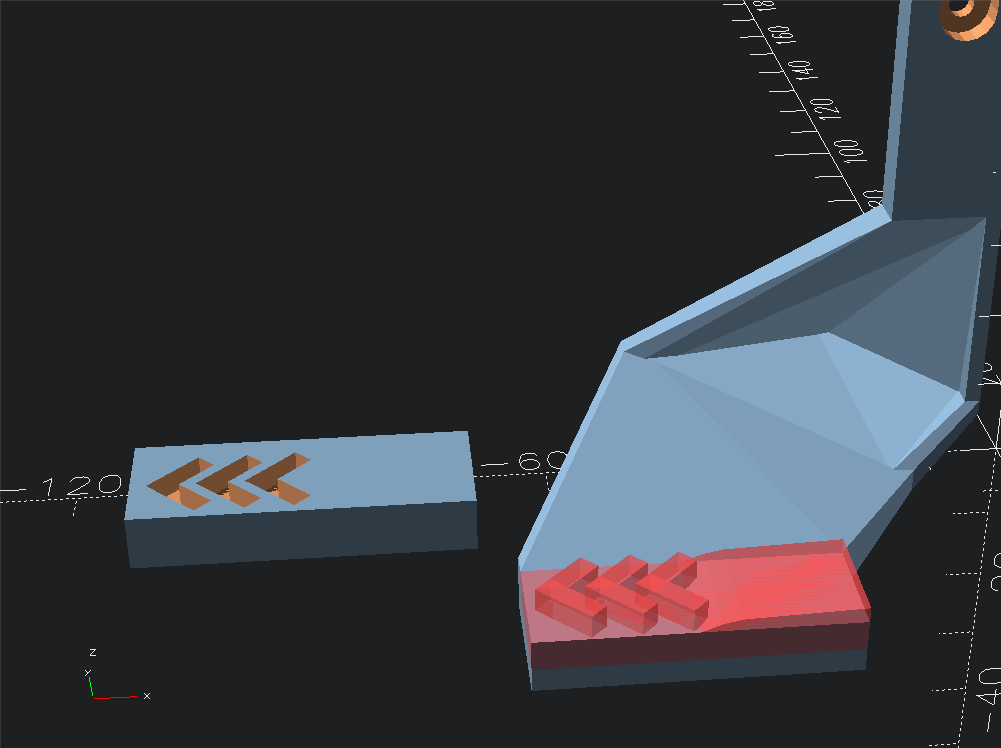
Голова будет заезжать на свое обычное парковочное место и сопло будет заткнуто.
- Делюсь стартовым G-кодом для орки, а то не нашел нигде, пришлось самому преобразовывать, возможно я сделал это плохо, но работает печать, как одной головой, так и двумя:
; Макрос начала печати
; Если какой-то экструдер не используется, то ему передаётся температура 0
PRINT_START_CLASSIC E0_TEMPERATURE={if is_extruder_used[0]}{nozzle_temperature_initial_layer[0]}{else}0{endif} E1_TEMPERATURE={if is_extruder_used[1]}{nozzle_temperature_initial_layer[1]}{else}0{endif} BED_TEMPERATURE={if is_extruder_used[0] && is_extruder_used[1]}{max(first_layer_bed_temperature[0],first_layer_bed_temperature[1])}{elsif is_extruder_used[1]}{first_layer_bed_temperature[1]}{else}{first_layer_bed_temperature[0]}{endif} E0_PA={pressure_advance[0]} E0_PA_SMOOTH_TIME=0.04 E1_PA={pressure_advance[1]} E1_PA_SMOOTH_TIME=0.04
; Это если вы хотите печатать полоски перед печатью
{if is_extruder_used[0]}
T0
G90
M83
G1 Z5 F6000
G1 E-0.2 F800
G1 X110 Y0 F6000
G1 E2 F800
; Prusa like cleaner below
G1 Y0 X120 Z0.3 F4800
G1 X40 E9 F1000 ; intro line
G1 X80 E12.5 F1000 ; intro line
G1 Z1 F6000
G92 E0
{endif}
{if is_extruder_used[1]}
T1
G1 Z5 F6000
G1 E-0.2 F800
G1 X210 Y0 F6000
G1 E2 F800
; Prusa like cleaner below
G1 Y0 X220 Z0.3 F4800
G1 X300 E9 F1000 ; intro line
G1 X260 E12.5 F1000 ; intro line
G1 Z1 F6000
G92 E0
{endif}
-
Какой он громкий блин! Мне кажется его будет слышно даже в другой комнате за закрытыми дверьми)
-
Рассказываю, как печатать разными материалами если есть 3mf модель с разными цветами (например экспорт из OpenSCAD), вдруг кому надо, я с этим долго возился. Как оказалось, Orca и Prusa не понимают такие модели как мультиматериальные (на сегодняшний день), это просто цвета для них, которые они игнорируют. Поэтому нужно поставить Bambu studio, она позволяет импортировать эти цвета, как материалы. Дальше подвинуть модель на столе (чтобы что-то поменялось) и сохранить её в тот же файл. Дальше в Орке в Параметрах самой орки есть параметр “При загрузке файла 3MF открывать“ и там выбрать “Окно выбора“. Теперь импортировать 3MF файл после Bambu, он спросит как импортировать, выбрать “только геометрию” (иначе орке плохо от файла Bambu). И вот, он импортируется как мультиматериальный, можно печатать.
Пока все, возможно буду еще дополнять.